Как варить сварочным инвертором: нюансы процесса. Как правильно сваривать изделия из металла инвертором Как выставить сварочный ток на инверторе
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.

Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.

При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
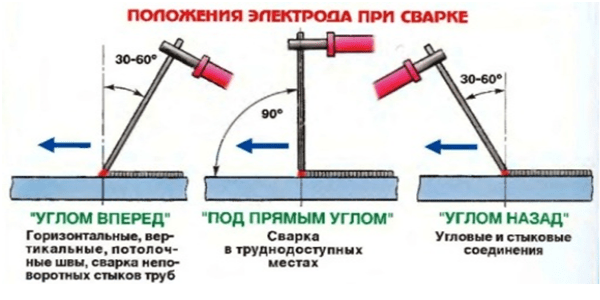
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Любому человеку достаточно узнать, как выбрать хороший инверторный сварочный аппарат, и как варить инвертором, чтобы никогда не иметь проблем в быту, связанных с необходимостью качественного соединения различных изделий из стали и металла.
1 Коротко об устройстве сварочного инвертора и его ключевых достоинствах
Инверторное оборудование завоевало настоящую любовь у домашних умельцев благодаря тому, что оно позволяет каждому выполнять сварочные работы своими собственными руками. Стандартный инвертор для сварки конструктивно включает в себя:
- электронный преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- высокочастотный трансформатор.
Современное устройство такого оборудования обеспечивает отличный сварной шов, добиться которого несложно любому человеку. При этом инвертор представляет собой весьма компактный агрегат. Он не занимает много места. Да и вес оборудования находится в пределах 5–15 килограммов, что дает возможность использовать его в качестве мобильного сварочного устройства.
Достаточно научиться правильно пользоваться инвертором, и он станет вашим надежным помощником в домашних делах. Инструкция к инверторному оборудованию того или иного производителя обычно подробно описывает, как следует производить подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, и из разных металлов.

Правда, бывает, что инструкция к аппарату не прилагается. Или же она имеется, но на иностранном языке. Понятно, что необходимо четко понять, как правильно варить такой "беспаспортной" установкой, иначе выполнение работ сварочным инвертором вместо удовлетворения от проделанных мероприятий принесет его владельцу одни неприятности. Об общих правилах использования сварочного инверторного оборудования мы и поговорим ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.

После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.
Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы. Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.
Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие другие металлы соединяются на прямом по полярности токе. Впрочем, некоторые сплавы сваривают исключительно на токе обратной полярности. Не забывайте об этом. При выполнении запланированного мероприятия постоянно следите за качеством получаемого шва и проплавлением изделия.

Обратите внимание – сварочный ток на инверторе регулируется очень эффективно и при этом плавно. У вас не должно появиться проблем с его настройкой на требуемую величину. При малом показателе силы тока стык может получиться плохо проваренным. А вот если выбран чересчур высокий ток, есть вероятность прожигания поверхности. При использовании стержней для сварки малой толщины (до полутора миллиметров) можно без затруднений варить металл толщиной от одного до трех миллиметров.
Сила тока при выполнении такой работы обычно берется от 20 до 60 ампер. Если же применяются электроды большего сечения, появляется возможность сваривать металл толщиной 4–5 миллиметров. В этом случае требуется выбирать ток около 100 ампер. После того, как вы завершите сварочный процесс, выбейте (легкими ударами) окалину, образовавшуюся на полученном соединении, а затем зачистите шов щеткой.

Такое простое мероприятие обеспечит его привлекательный внешний вид. И не очень расстраивайтесь в тех случаях, если ваши первые шаги на поприще сварки будут неудачными. Поверьте, с выполнением каждой последующей сварочной процедуры у вас все будет получаться намного лучше. В этом деле практический опыт значит намного больше, нежели все советы по поводу того, как правильно пользоваться инверторным агрегатом.
4 Советы по выбору электродов для инвертора и самого сварочного аппарата
Качество работы инвертора в немалой степени зависит от типа и марки используемых электродов. Существует несколько общих рекомендаций по выбору сварочных стержней для инверторного аппарата. Так, средне- и низкоуглеродистые стали рекомендуется сваривать углеродистыми электродами (ОЗС-4, УОНИ 13/45, МР-3 и другие). А вот лучше варить стержнями ЦЛ-11 , которые выпускаются по Госстандарту 10052. Чугунные поверхности хорошо соединяются при использовании стержней ОЗЧ-2 , нержавеющие – ЦЛ-11 .
Если же предстоит сварка сталей с небольшим содержанием углерода, лучше всего запастись электродами серии "АНО", которые покрываются рутиловым либо ильменитовым составом (АНО-4 и АНО-6 соответственно).

Добавим, что специалисты при осуществлении сложных сварочных работ применяют электроды марки "УОНИ". А вот для сварки без нагрузок с критическими параметрами лучше использовать менее дорогие "АНО" и "МР-3". Именно они годятся практически для любых видов сварки, производимой дома или на дачном участке.
- интервал настройки сварочного тока – от 160 до 200 А (можно покупать аппараты и с меньшим показателем силы тока, если вы не планируете сваривать толстые металлические изделия либо конструкции из "экзотических" сплавов);
- напряжение холостого хода – до 90 В (на рынке есть агрегаты, у которых этот показатель равняется 50–60 В, именно их и советуют приобретать любителям профессиональные сварщики);
- продолжительность работы установки без перерыва – 40–80 % (чем больше данная величина, тем меньше "антрактов" нужно будет делать при сварке).

И еще одна важная рекомендация. Если ваша бытовая электросеть не отличается особой стабильностью, в ней периодически наблюдаются скачки напряжения, желательно приобретать инверторное оборудование, которое может функционировать от генератора, а также при пониженном (повышенном) напряжении. Указанные технические возможности инвертора обязательно указываются в его паспорте.
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
 Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор - сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями , благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги , а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления :
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+" и «-").
Дополнительно в наборе имеются 2 кабеля . Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
 Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор - электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами , накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока , т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока - получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги . Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину , т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги - от 2 до 3 мм . Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Для работы со сваркой необходимы следующие защитные элементы:

Необходимо подготовить безопасное место для сварки :
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить . Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
 Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Сварка таких швов (наклонных и потолочных) - довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
 Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности .
- В первом случае электрод подключают к минусу, а металл - к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл - к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной - тонкий.

Помимо того, что сваркой можно соединять детали, ею можно и разрезать их . Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле - практика.
Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.
Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети . Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм 2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе . Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности , примерно на 20-30% выше той, которую потребляет инвертор.

Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.

Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.

Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.

Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной . Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.

Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед . Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр . Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата . Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата . Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Сварочный инвертор — устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат — сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Подготовка к сварке

- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) — появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Вернуться к оглавлению
Розжиг дуги в начале сварки

Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги — первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Вернуться к оглавлению
Сварная ванна и сварной шов

Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем — можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод — металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.

Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на , является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.

При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва — большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений — меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.

Рисунок 3. Движение электрода при сварке.
Полярность — направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.